-
Essential:
Essential cookies are essential for you to browse the website and use its features. Cookies that allow web shops to hold your items in your cart while you are shopping online and navigating the website are an example of strictly necessary cookies. Our website does not work without these cookies, so they are stored without your express consent.
-
Preferences cookies:
Preferences cookies can be used to change the user experience of our website. Preferences cookies allow a website to remember choices you have made in the past.
-
Statistics cookies:
Statistics cookies are used to collect information about how you use our website. None of this information can be used to identify you.
-
Marketing cookies:
Marketing cookies track your online activity. The purpose of marketing cookies is to help advertisers deliver more relevant advertising or to limit how many times you see an ad.

ThermoWood® - ENVIRONMENTAL ASPECTS
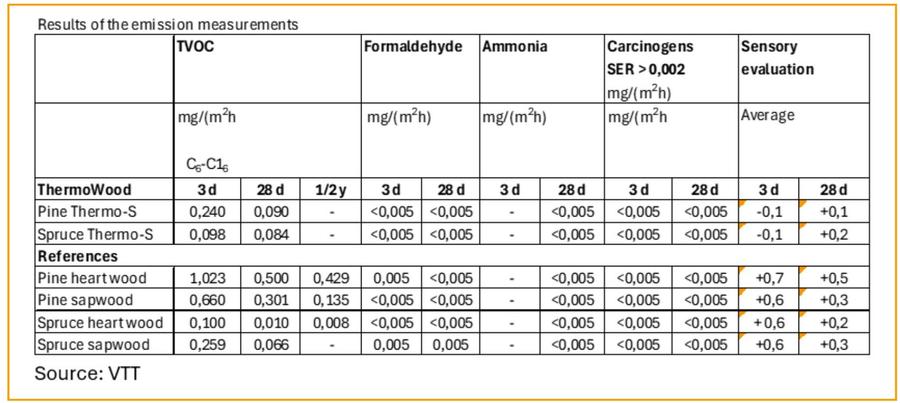
ThermoWood® is a responsible choice for sustainable construction and design. Its environmental performance is based on certified raw materials, a chemical-free production process, long service life and full recyclability. Because the production process of ThermoWood® is based only on the use of high temperature and steam, any harmful substances do not leach to the ground from products.
CERTIFIED RAW MATERIAL
The raw material used in the production of ThermoWood ® comes from sustainable sources.
Forest certification schemes include:
PEFC - Programme for the Endorsement of Forest Certification
www.pefc.org
FSC - Forest Stewardship Counsil
www.fsc.org
OLB - Origine et Légalité des Bois
https://certification.bureauveritas.com/needs/sustainable-forestry-certification

LONG SERVICE LIFE
Thermal modification increases durability of wood and lengthens its service life in many end uses. Long service life reduces need of transportation and need of products that are environmentally doubtful.
MAINTENANCE CYCLE
Thermal modification improves stability of wood. Because of reduced deformation (swelling, shrinkage, warp) ThermoWood® is good base for coating. Resin is removed during thermal modification and does not penetrate through coating layer of applications. Coated surface of ThermoWood® keeps longer in good condition. Lengthened maintenance cycle reduces consumption of substances that are needed for manufacturing of coatings.
DISPOSAL
In the end of its service life ThermoWood® can be exploited in energy production or placed into the normal waste system like normal wood.